Industria: un cockpit de fábrica, ocho módulos, un solo equipo
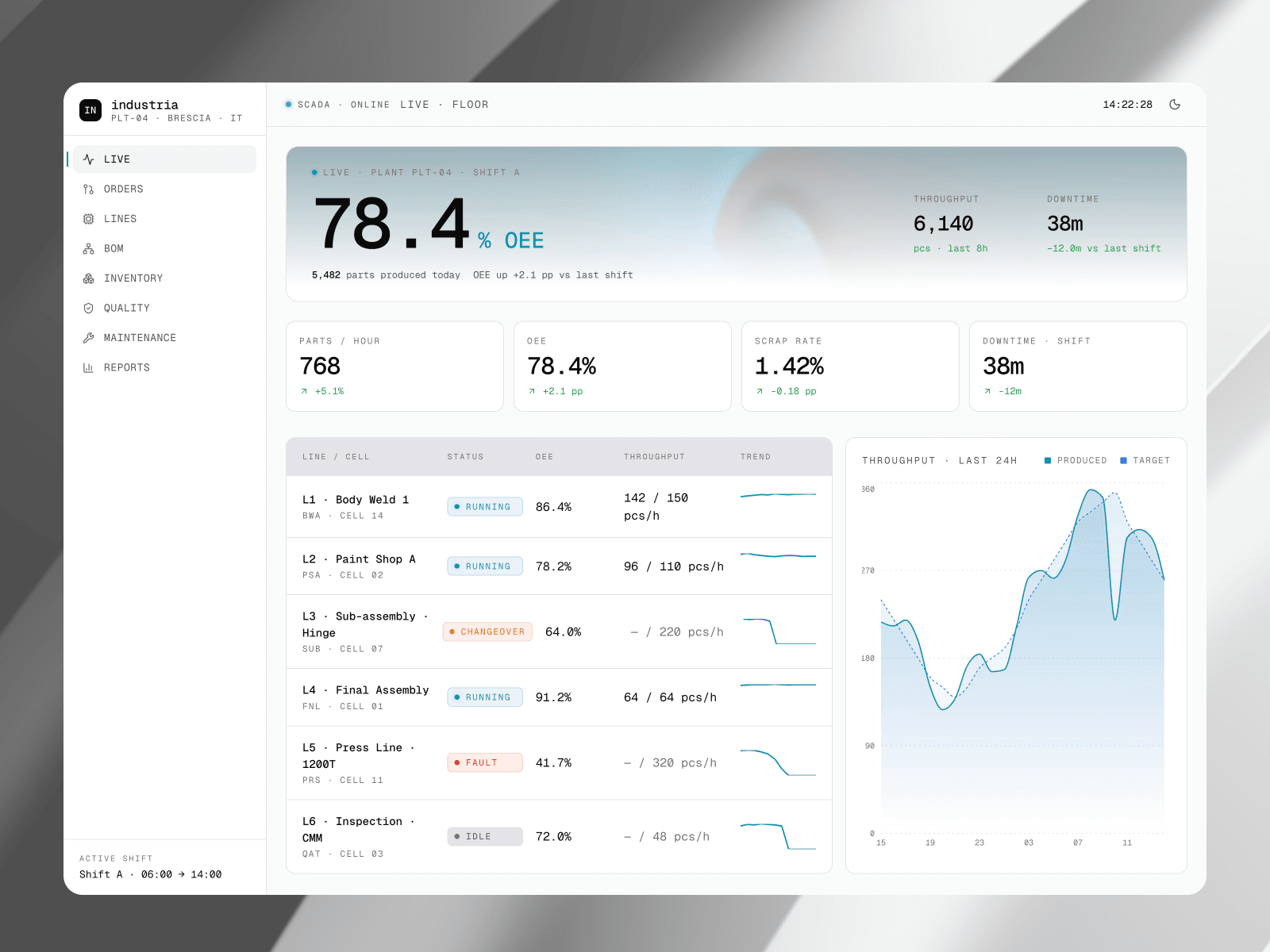
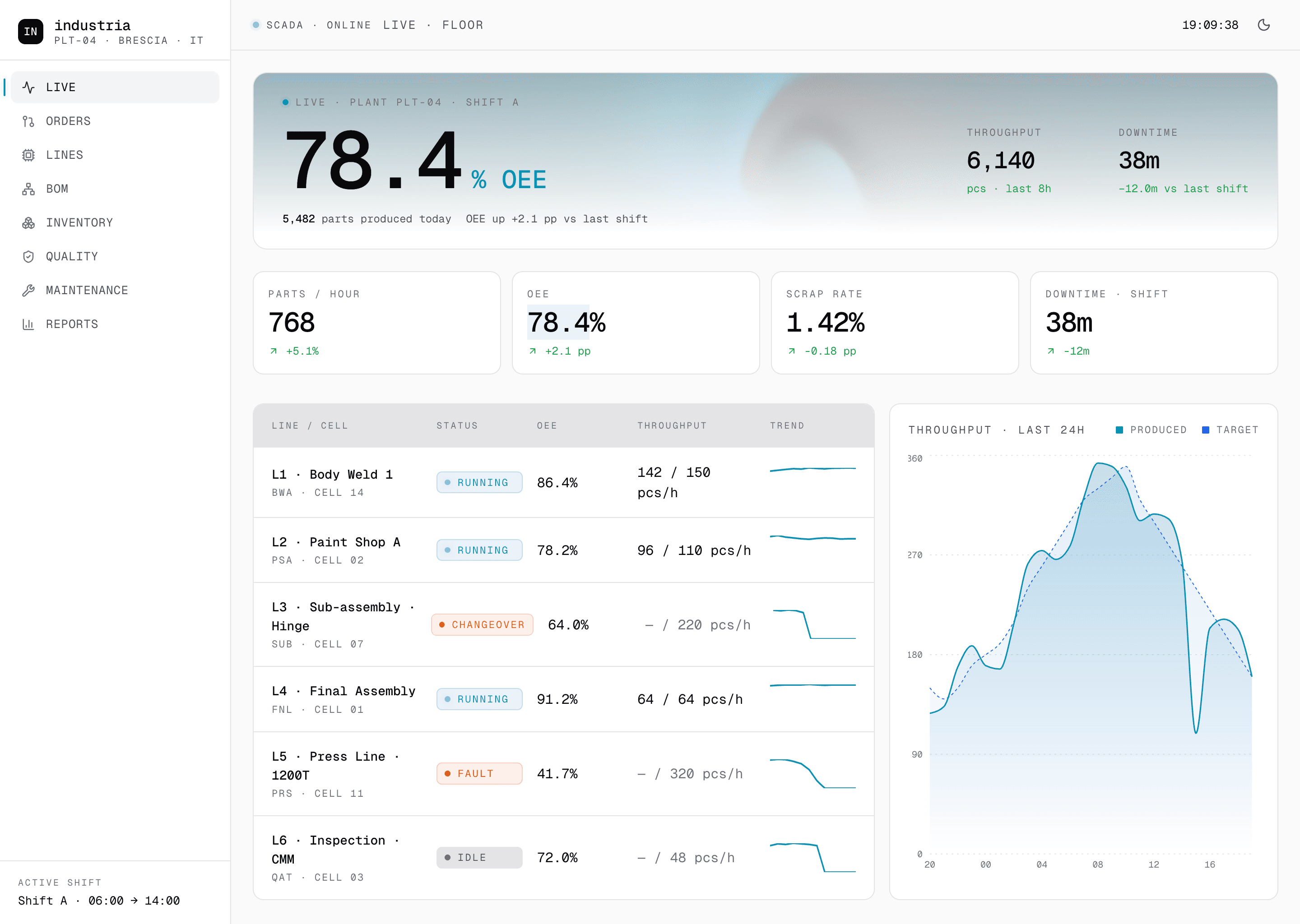
Una planta de seis líneas en Brescia tiraba con hojas de cálculo, capturas en un grupo de Telegram y un kanban de papel en la pared. Lo sustituimos todo por un único cockpit de fábrica. Ocho módulos entregados de principio a fin: vista en vivo de la planta, pipeline de órdenes, detalle de línea con andon, BOM multinivel, mapa del almacén, calidad, mantenimiento, informes. Tema claro y tema oscuro resueltos en cada breakpoint. Cada petición acabó en producción.
La planta tiene seis líneas y un almacén en Brescia. Cuando llegamos, lo digital era esto: un SharePoint con catorce hojas de cálculo, un grupo de Telegram para los cambios de turno y un kanban de papel clavado a la pared junto a la prensa. Las faltas que aparecían en línea de ensamblaje una semana sí y otra no eran las mismas que cualquiera en compras podía haber leído en la BOM tres días antes. El brief decía una sola cosa: rehacer el cockpit que llevaban años imaginando.
Scope, ocho módulos
- 8MódulosLive, Órdenes, Líneas, BOM, Almacén, Calidad, Mantenimiento, Informes
- 6Líneas30+ estaciones rastreadas en vivo, ciclo y andon por celda
- CompletoBuildMarca, producto, ingeniería, ambos temas en cada breakpoint
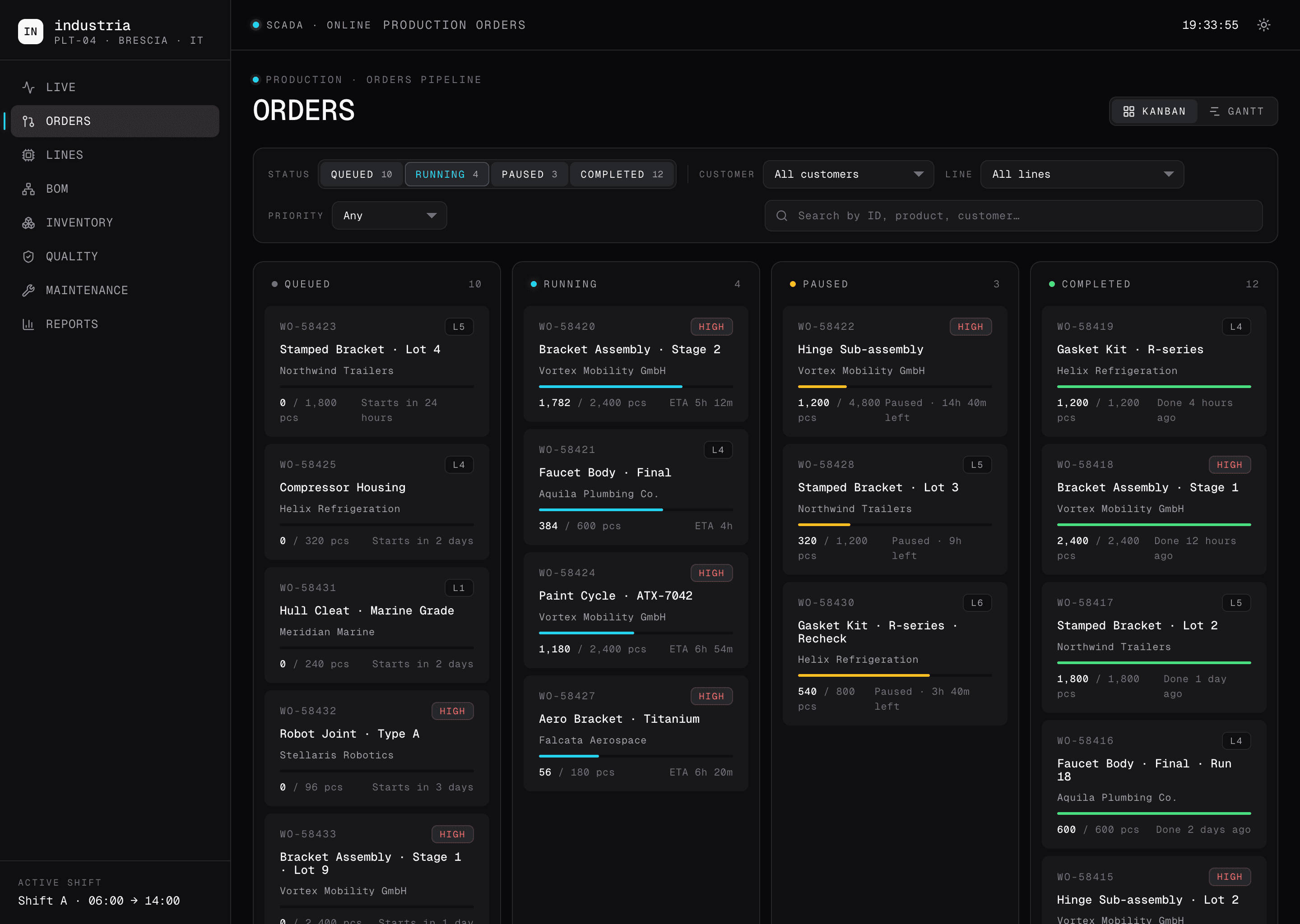
Cada petición entregada
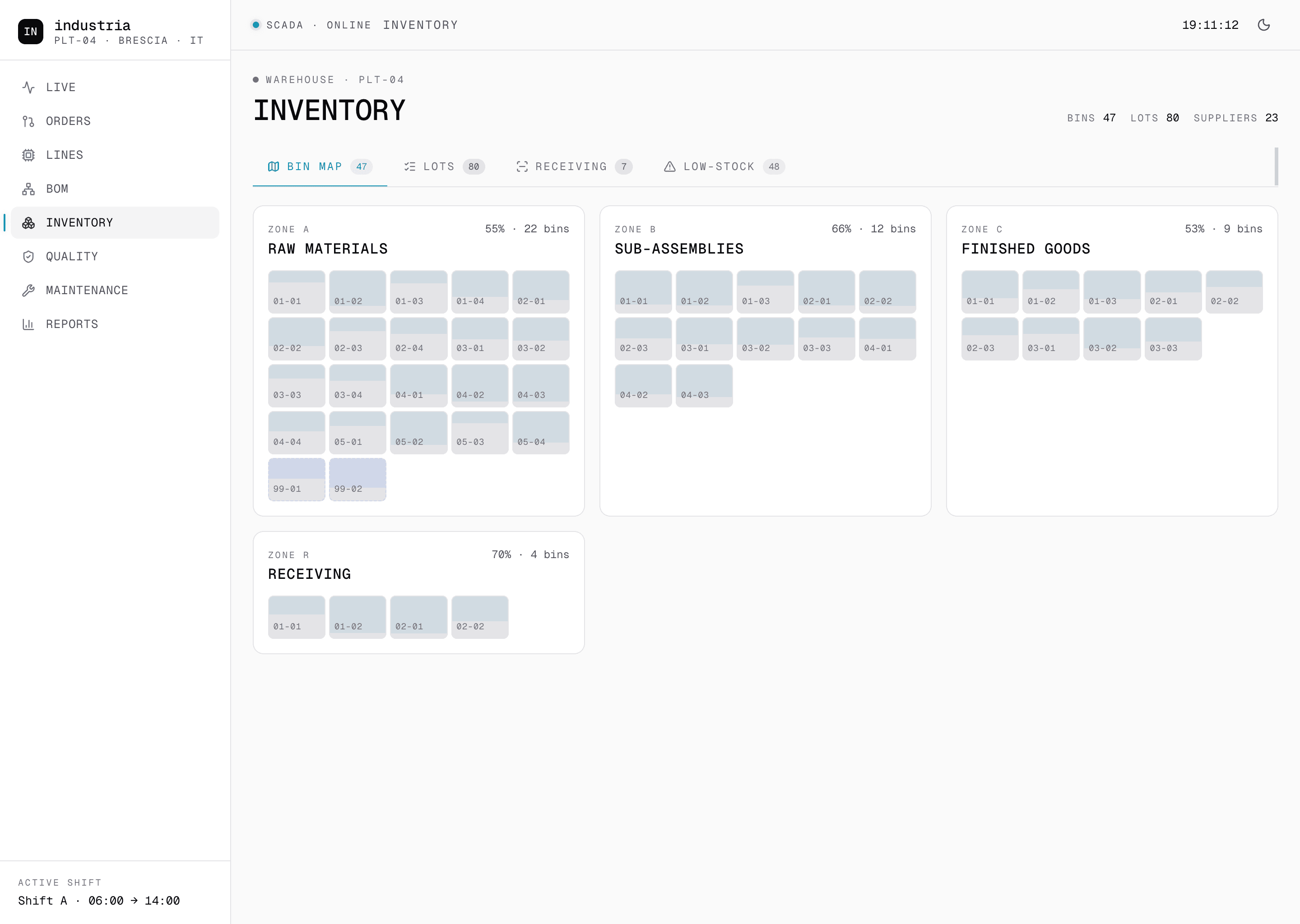
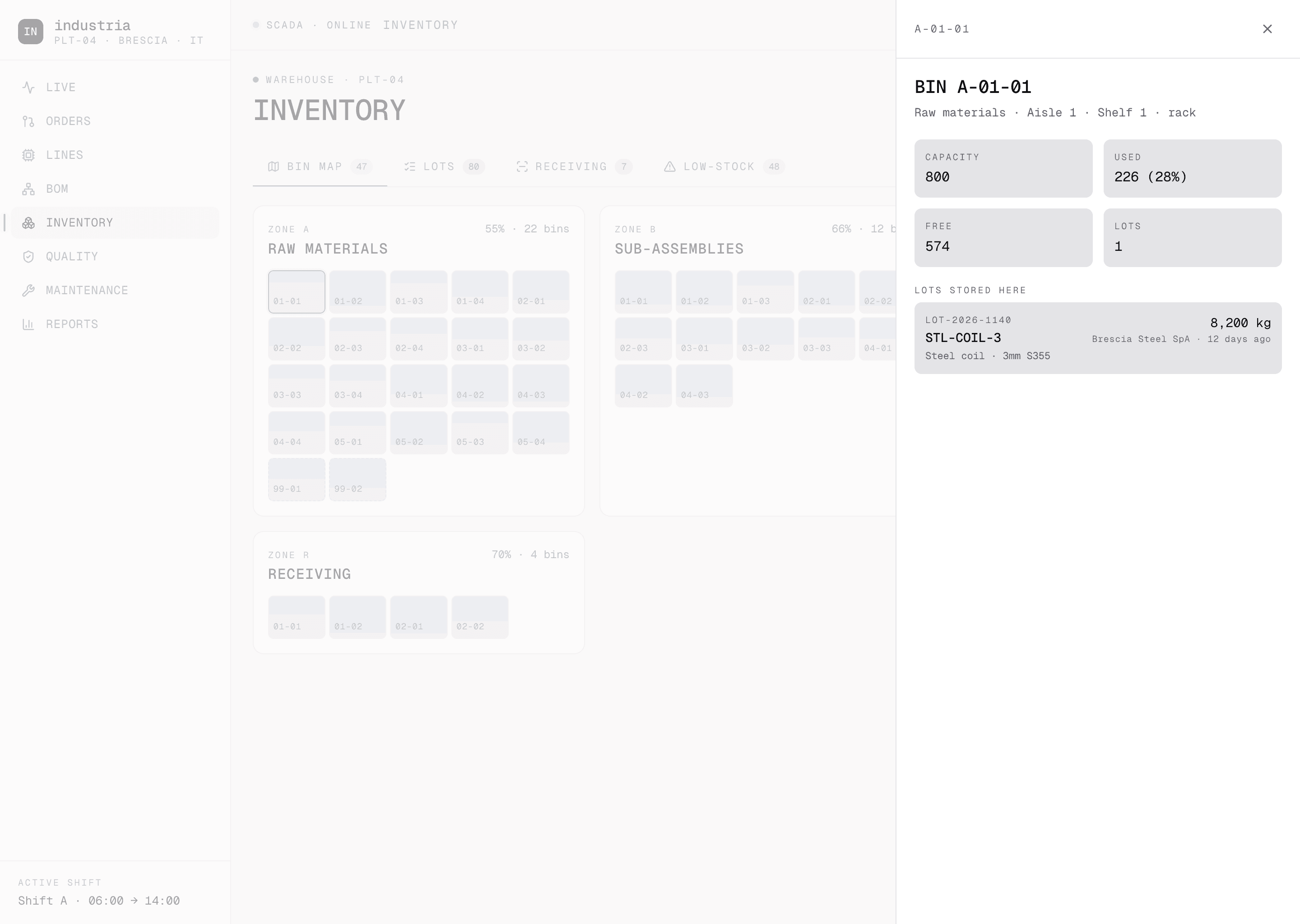
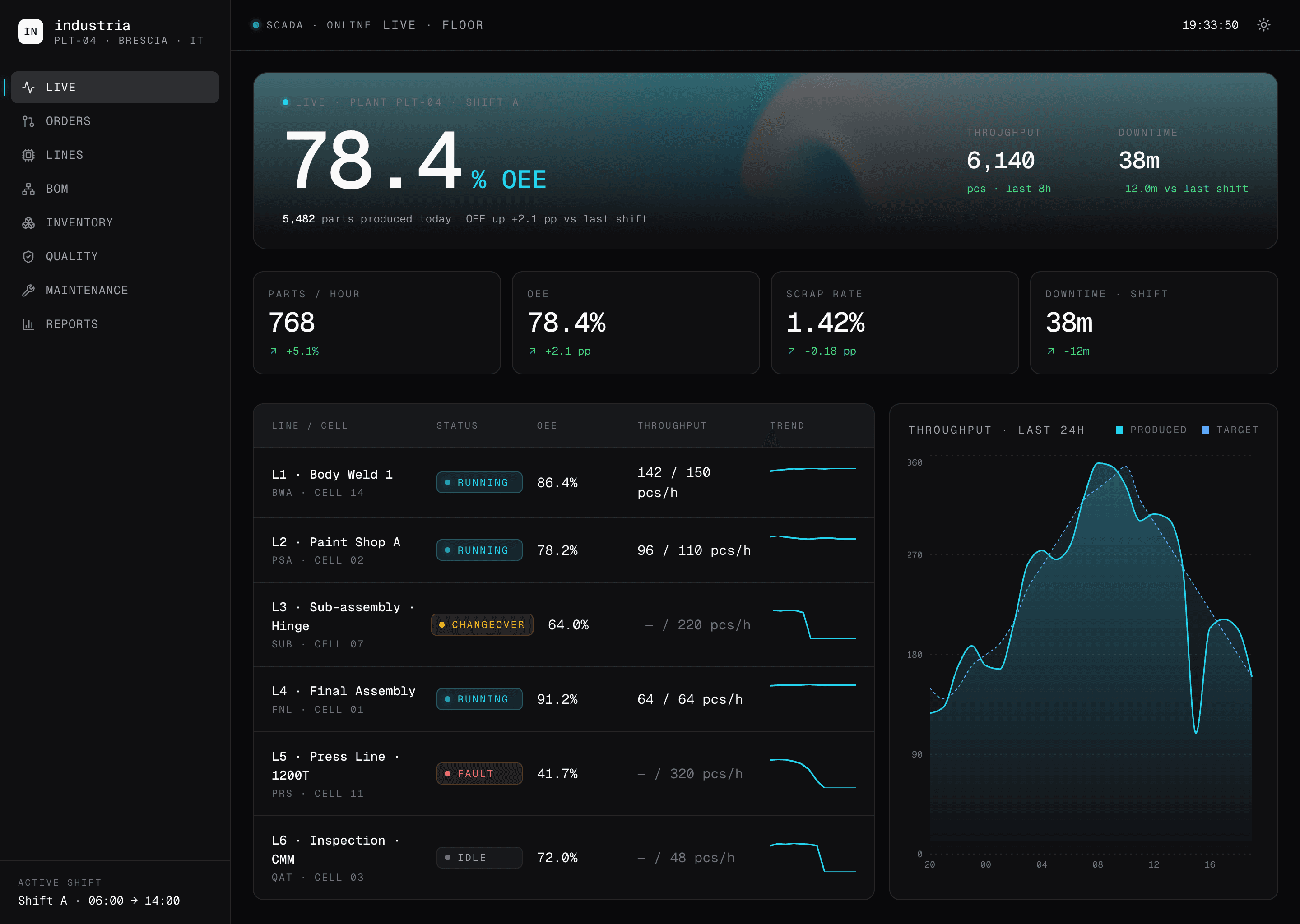
El scope no tenía techo. Empezamos con una vista Live floor con el OEE por línea. A la segunda semana ya había también un pipeline de órdenes con kanban y Gantt. A la cuarta una BOM multinivel con propagación de faltas. Al segundo mes una sección Almacén con mapa de bins, un módulo Calidad, un registro Mantenimiento y un módulo Reports encima del resto.
Tomamos cada petición y la pusimos en producción. Nada se aplazó a una fase dos. Ningún módulo se recortó por presupuesto. Ninguna feature volvió etiquetada como fuera de scope. La posición del estudio fue la misma del primer día al último: si pasa en la línea, está en la app.
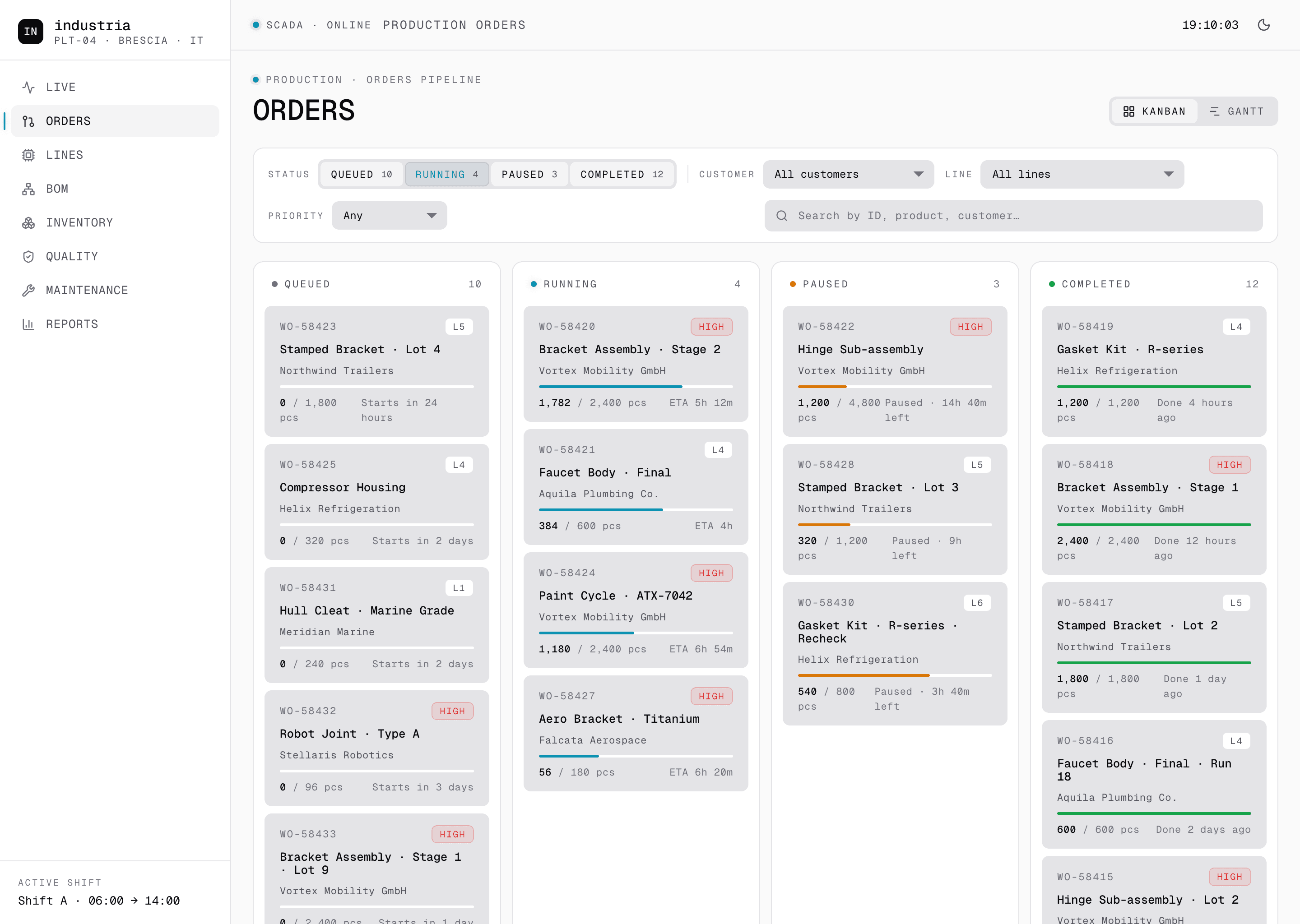
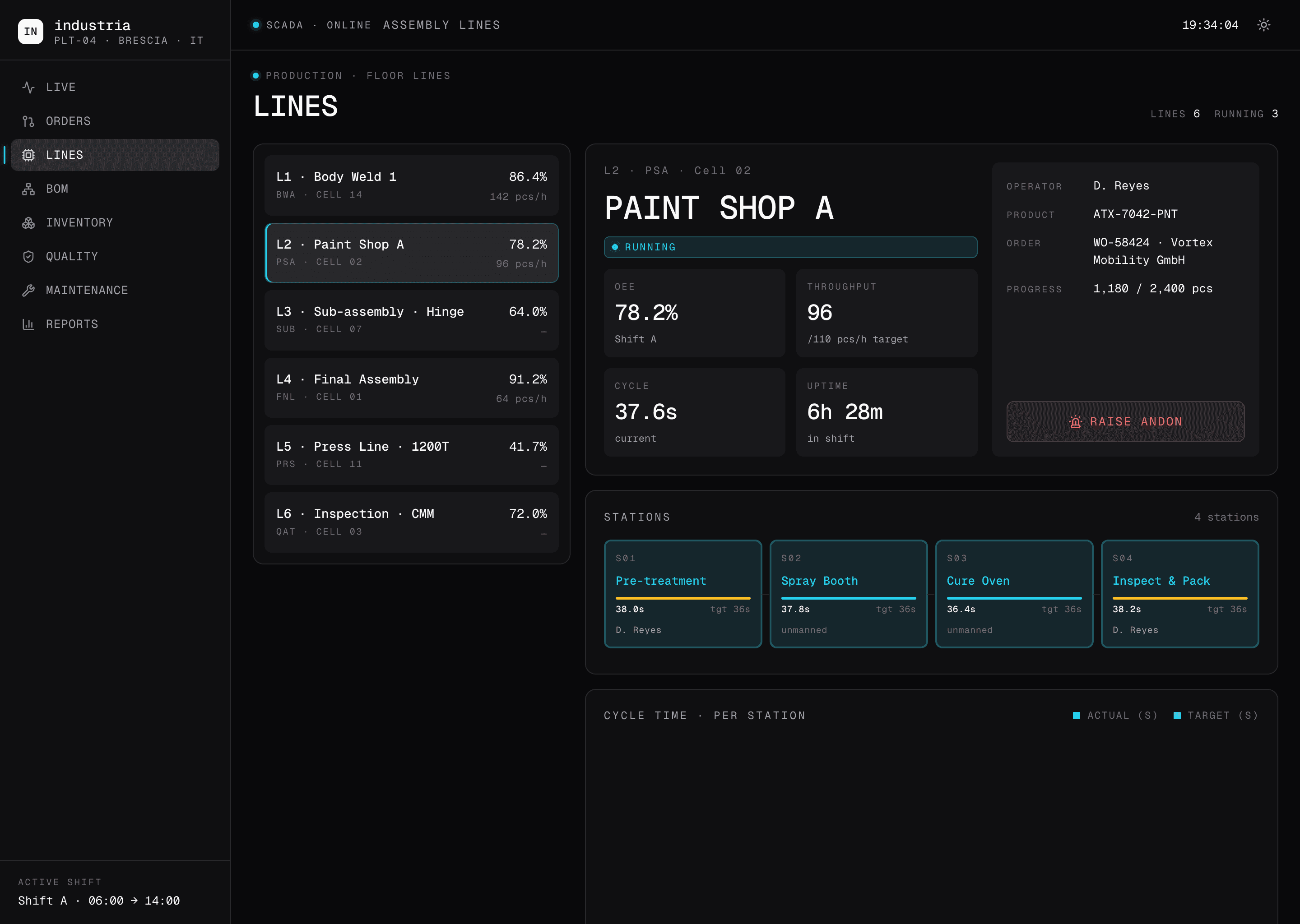
Hasta el ciclo, estación por estación
La página de detalle de línea se lee como la checklist del operario. OEE del turno en curso, throughput frente al target en tiempo real, ciclo en segundos, uptime desde el inicio de turno. Debajo, una barra con todas las estaciones: cada celda con su propio ciclo, su target y el operario asignado.
Fuimos más allá del nivel dashboard a propósito. Una línea al 41 por ciento es un dato. Una línea al 41 por ciento con la estación S4 parada, sin operario, y la S2 a 26 segundos frente a un target de 25 es otra historia. El botón Raise Andon en el header de la línea escribe un evento real en la cola de mantenimiento, con celda, anomalía de ciclo y orden activa ya cargados: el operario no reescribe lo que el sistema ya sabe.
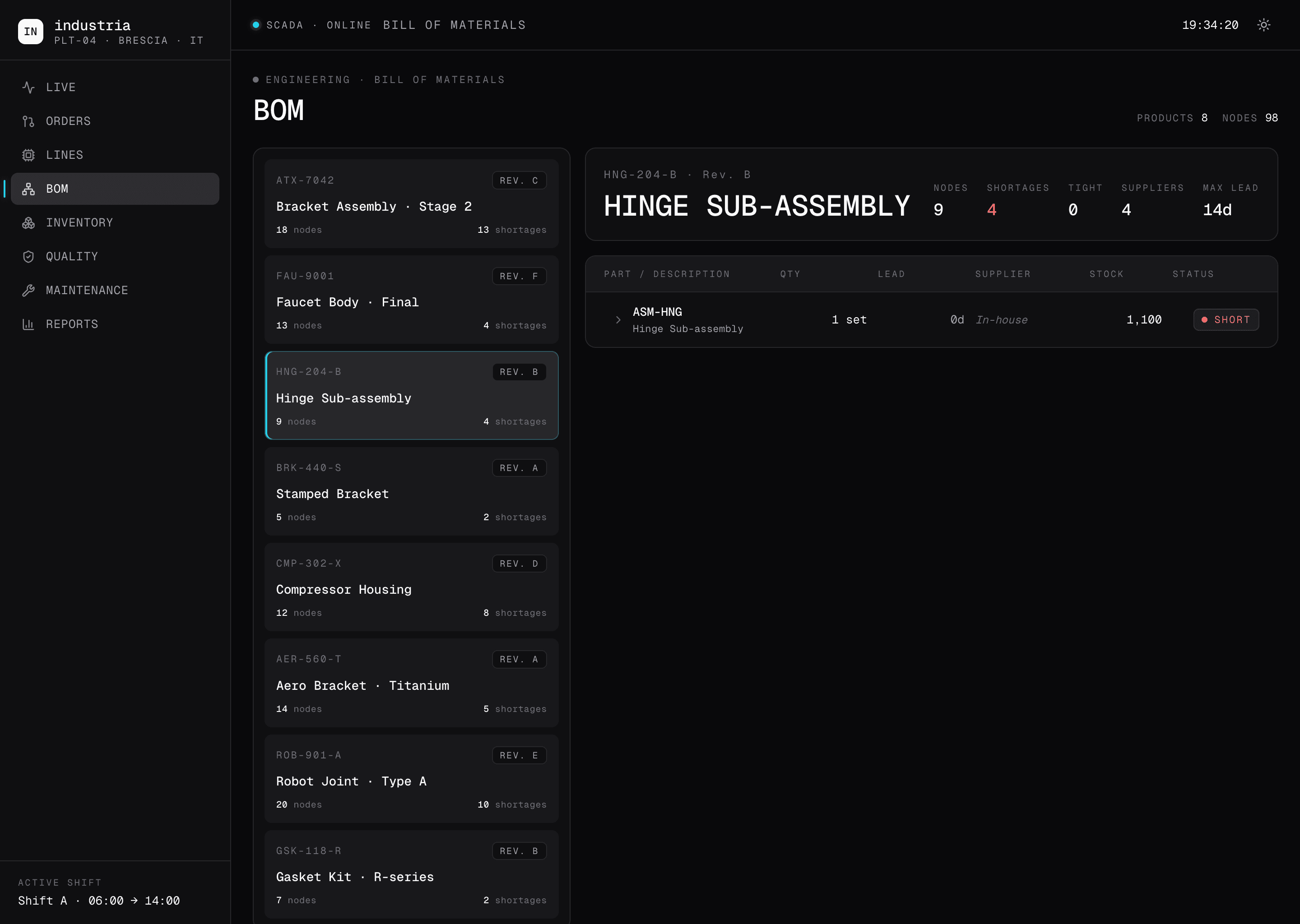
La falta se ve antes que la orden
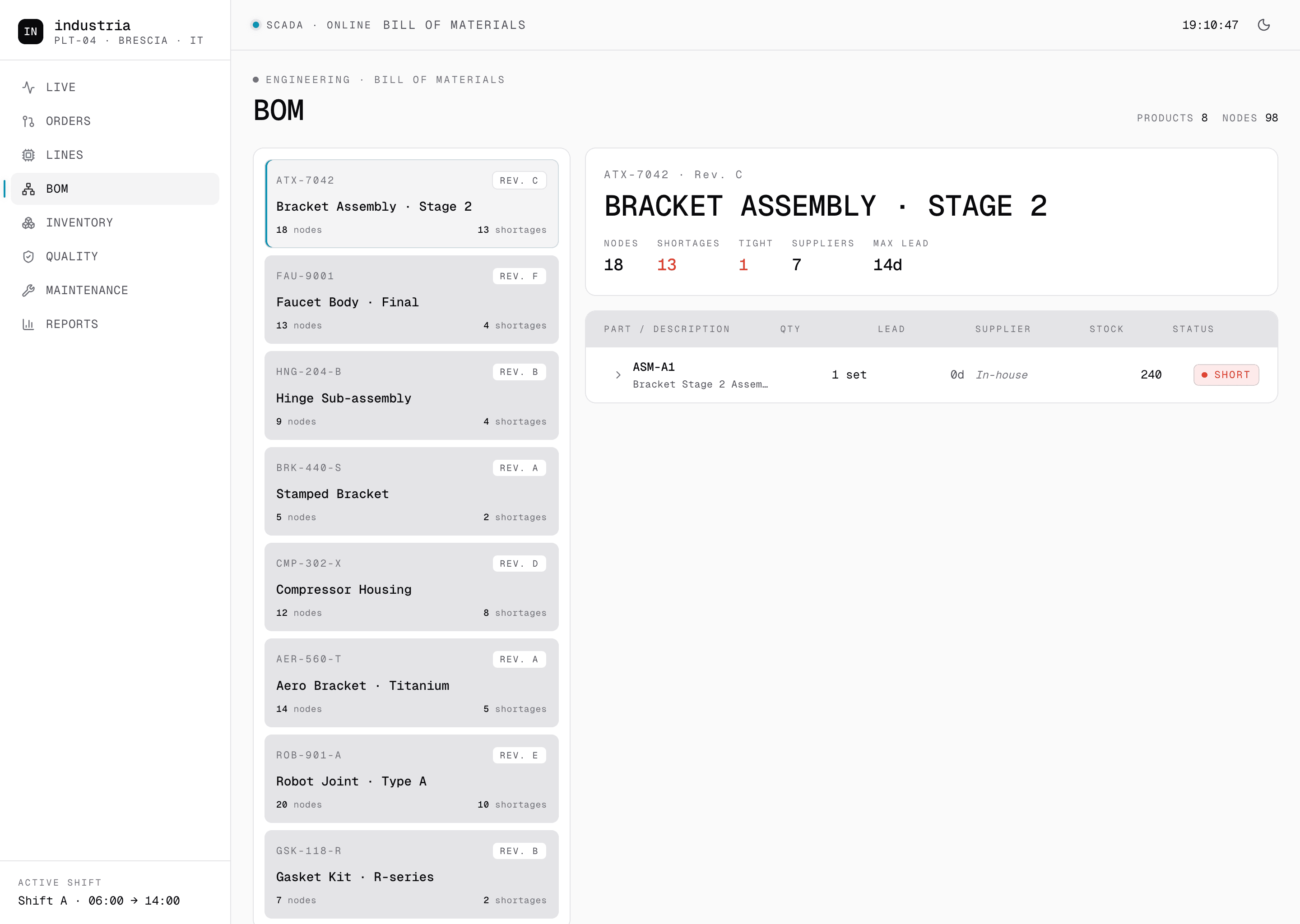
El módulo BOM es multinivel. Cada producto tiene su propio árbol de subensamblajes, piezas y materia prima, con la revisión y los lead times de proveedor rastreados en cada nodo. Los flags de falta no se quedan parados en la pieza donde se abre el hueco. Suben por el árbol hasta el ensamblaje que los necesita, y entran en el pipeline de órdenes que depende de ese ensamblaje.
Una bobina que se está agotando aguas arriba llega a la mesa del planificador de producción antes de que la orden en línea marque cero. La semana en que la planta cazó cinco faltas en fase de ensamblaje con el sistema antiguo fue la semana en que escribimos la propagación. Esa misma semana, dos de esas faltas ya habrían sido visibles desde la BOM live, con tres días de antelación.
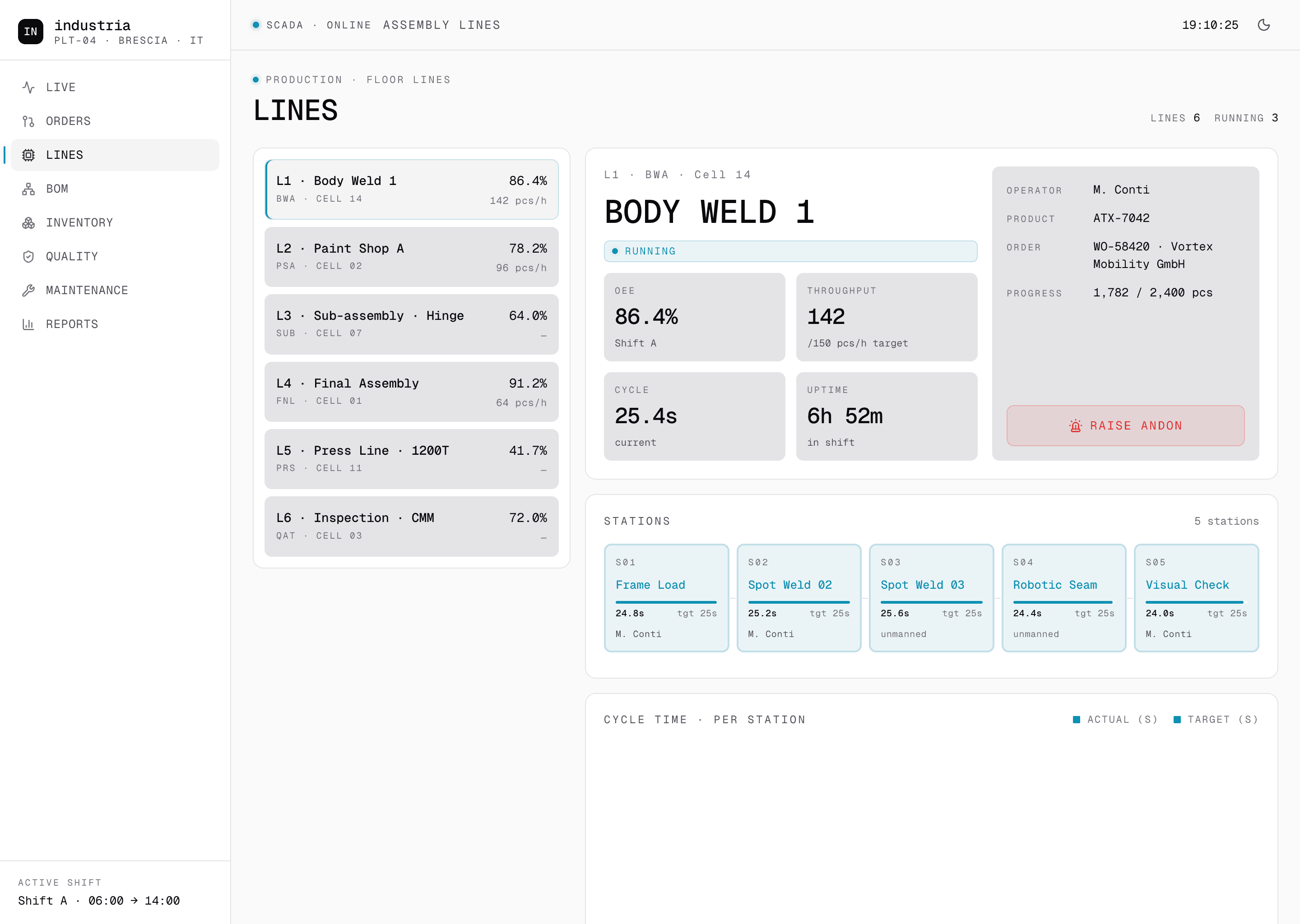
Los dos temas, cada breakpoint
Claro y oscuro no son una elección que dependa del dispositivo. Cada pantalla del cockpit, del desktop al teléfono, está tematizada por completo en los dos. Las páginas desktop ya vistas arriba también funcionan en oscuro: mismas páginas, mismos datos, tema distinto. Las cuatro pantallas que siguen lo demuestran.
Resolvimos cada componente dos veces. Dos targets de contraste distintos, dos escalas de peso del texto, los mismos componentes React y los mismos design tokens haciendo funcionar cuatro interfaces completas. Andon, estado de línea y arranque de orden se alcanzan en móvil con dos taps desde la home. El desktop es la pantalla de quien planifica, el móvil la de quien está en línea. Ninguna es una versión recortada de la otra, y ninguna está bloqueada en un solo tema.
Medimos la planta un mes después del lanzamiento. Los números de abajo son la primera comparación con la baseline de Excel y Telegram que la planta usaba antes del cockpit. Líneas, productos y mix de clientes se mantuvieron iguales en la ventana de comparación: la única variable que cambió fue el cockpit.
Un mes en planta
- +16 ppOEEDel 62 por ciento medio al 78 por ciento en las seis líneas
- +22%Throughput por turnoMismas líneas, mismos productos, misma duración de turno
- -35%DowntimeEl andon va directo a la cola de mantenimiento, sin reescribir nada
- Días → minutosDetección de faltasLa propagación BOM llega a compras antes de que la orden marque cero
- 30 → 4 minCambio de turnoSe lee en la página live, sin capturas en un grupo de Telegram
- 14 → 0Hojas de cálculoLa carpeta SharePoint está en solo lectura, ya desactualizada
Stack
- Next.js16
- React19
- TypeScript5
- TanStack Query
- Recharts
- Postgres16
- Supabase
- Cloudflare R2
- Vercel Edge
“Ocho módulos, sin fase dos. Ampliamos el scope cuatro veces durante el proyecto y ellos entregaron cada vez con la misma cadencia. Tras un mes, el cockpit ya cazó dos faltas antes de que se diera cuenta el equipo de compras, y el cambio de turno lo hacemos en cuatro minutos en la página live. El SharePoint de hojas de cálculo está en solo lectura, ya desactualizado.”
¿Gestionas operaciones a base de hojas de cálculo?
Construimos cockpits hechos para la línea, no para el organigrama. Cada módulo entregado, sin fase dos. Escríbenos.
Empezar un proyecto